Sign In
PRIMER: ESD Ionizers for Static Control
Everything You Need to Know About ESD Ionizers and More! ESD Ionizers are specialized devices that remove a static charge on a surface. They are used to control static which can cause numerous problems in production.
In manufacturing/production applications, static can cause a variety of problems such as process issues, lockups, contamination, product defects/failures and can even be a safety hazard by causing shocks to people.
ESD Ionizers can be a complicated subject, especially if you are new to static control problems. Learn more about ESD ionizer below.
-
Why Use Ionization?
-
How do ESD Ionizers Work?
-
What Problems do ESD Ionizers Solve?
-
Should I Use Electrical Ionizer or Alpha Ionizers?
-
What is Corona Ionization
-
Technology Types of Corona Ionizers
-
Which type of ESD ionizer do I use in my application?
-
What Type Of ESD Ionizer Is Right For Me?
-
How Ionization Supports ISO S20.20 ESD Compliance
-
ESD Ionizer Applications
-
ESD Ionizer Maintenance
-
Can You use Air Humidification Instead of ESD Ionization?
-
How Does Humidity Effect ESD Ionization?
-
Out-of-Balance ESD Ionizers
Why Use Ionization?
Before we can talk about ESD ionizers, we quickly need to touch on Static Control Basics.
- Static is caused by friction. Any time two surfaces come into contact and then separate, a static charge can be generated. Insulating materials such as plastics will generate more charge than conductive materials such as metal.
- If not properly managed, static can result in lost production time, latent failure, micro-contamination, and product performance issues for both you and your customers.
- Static is commonly eliminated by grounding the object that is generating the charge, usually with a wire. Grounding provides a direct path to Earth/Ground for electrical charge. Grounding is very effective in removing electrostatic charges, but not all items can be grounded.
Ionizers are used when it is not possible to properly ground everything and as backup to other static control methods.” (ESD Handbook TR20.20 section 5.3.6.1.
A complete static control program must also deal with isolated conductors that cannot be grounded, insulating materials (e.g., most common plastics), and moving personnel.
Ionizers can solve static issues in these applications
How do ESD Ionizers Work?
All air ionization systems work by producing positive and negatively charged molecules called ions. When this “ionized” air comes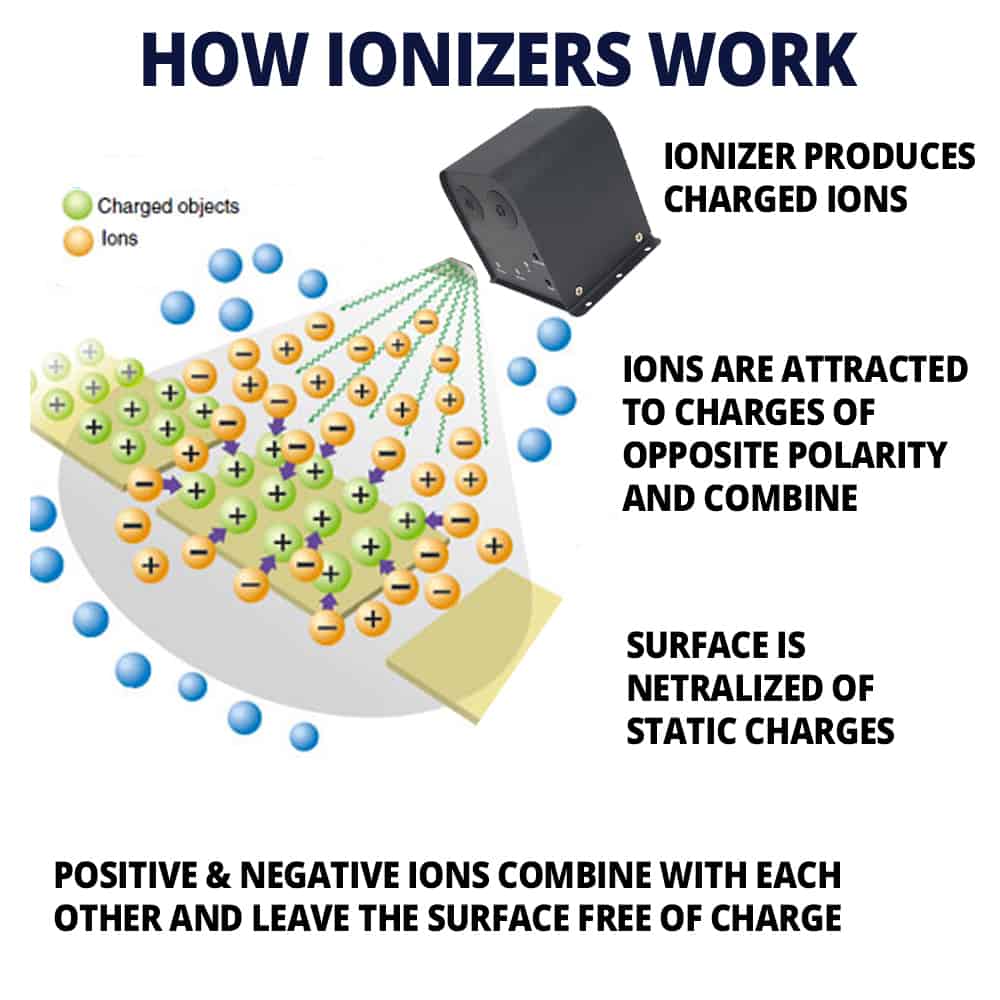 in contact with a charged surface, the ions are attracted to the electricity and combine with charges of the opposite polarity. As a result, the static electricity that has built up on the surface is neutralized.
in contact with a charged surface, the ions are attracted to the electricity and combine with charges of the opposite polarity. As a result, the static electricity that has built up on the surface is neutralized.
There are two types of ionizers: Corona (Electrical) and Alpha (Non-Electrical).
Ionizer Type: Corona
Corona ionizers produce ions by applying a high voltage to a single, sharp point called an emitter. The intense electric field at these emitter tips creates ions and expels them from the emitters. The field is too weak to push the ions effectively, so it’s necessary to have an additional means of propulsion to move them to the target, like a fan or compressed air. Corona ionization is commonly found in 3 different forms, alternating current (AC), steady state direct current (DC), and pulsed DC. Each of these methods is used in a variety of ionization products and applications.
Ionizer Types: Alpha Ionization (Non-Electrical)
Alpha ionization uses Polonium-210, a naturally occurring radioisotope found in the soil, plants, vegetables, etc. Polonium-210 releases a form of energy known as alpha energy. Alpha particles collide with surrounding air molecules, creating pairs of positive and negative ions which is an effective way to neutralize static charges. Alpha ionizers have an effective range of 1-3 inches from the source so airflow is required to move the ions over a longer distance. Alpha ionizers do not require electricity to operate so the can be used in intrinsically safe environments. NRD Static Control is now the sole producer of Alpha Ionizers. View their Alpha Ionizer options on their website here: https://nrdstaticcontrol.com/
What Problems do ESD Ionizers Solve?
Static or Electrostatic discharges (ESD), if left uncontrolled, affect both yield rate and finished-product quality. Something all companies Damage caused by static discharges falls into three categories:
- Damage to product, components or process tools resulting from a direct ESD event
- Surface contamination due to electrostatic attraction (ESA) of particles
- Process equipment latch-up caused by electromagnetic interference (EMI) from an ESD event.
All three can result in a loss of money. Something all companies try to avoid.
Before investing in ionization equipment it is important to evaluate the task it must accomplish. First, consider the discharge speed required by the dynamics of the process (i.e., the requirement for positive/negative ion balance should be determined in terms of process- or product-charge sensitivity). Next, resist the temptation to specify the means
of achieving the desired performance.
Instead, when specifying ionization requirements, set specifications around performance requirements. (Setting technology requirements can lead to choosing a less desirable solution, which can result in a costly mistake.) The process should begin with answers to three questions:
- What decay time is required for a reasonable level of product or process protection?
- What offset voltage can the process accept?
- How will parameters and results be measured?
Should I Use Electrical Ionizer or Alpha Ionizers?
Short Answer: Most likely, your application would best use an Electric Ionizer. They are the most common ionizers in use today. Alpha ionizers have their place, but only in specialized applications or environments. Electric ionizers are often times called Corona Ionizers because it describes how ionizing is created. Learn more about Corona discharge here.
Ideal uses for Corona Ionizers include:
- Most applications in semiconductor packaging and
testing including, plastics, carding, converting, textiles - Applications where temperature extremes are not
required and there is adequate space to fit a blower into the process
Ideal uses for Alpha include:
- Applications with temperature extremes (-40°C to 180°C)
- Applications in explosive environments
- Applications involving Class 0, highly static sensitive parts
- Applications involving powders such as precision weighing
What is Corona Ionization
Corona ionization is the most common ionization method in manufacturing environments. Corona ionizers use high voltage run over sharp metal points (called emitters, commonly made of tungsten) to create electric fields needed to produce positive and negative ions in the gases in the air. This process accelerates electrons to a high speed, resulting in the electrons striking nearby atoms, which gain or loose an electron to become ions. A fan or compressed gas is used to propel these ions away from the source to their intended target. Corona ionizers emitter tips need to be cleaned regularly, because this process results in dirty emitter tips that can slow performance of the ionizer.
Technology Types of Corona Ionizers
When evaluating Corona Ionizers, you will notice they use several different technologies to produce ions: AC, Pulsed DC and Steady-State DC. These are the different ways to apply the high voltage to the emitter tip.
AC Ionizers
AC stands for “Alternating Current” which means that the power cycles from positive to negative sixty times per second. The AC ionizer produces both positive and negative ions from the same emitter point. The benefit of AC ionizers is that the emitter points wear evenly and do not have to be replaced as often. The drawback with this approach is that many ions recombine because the cycle frequency is too fast. For this reason, most AC ionizers rely on fans or blowers to be effective.
Pulsed DC Ionizers
Pulsed DC ionizers utilize separate power supplies to generate positive and negative voltages and usually each power supply has its own dedicated emitters. The power supply alternates between positive and negative, but usually at a lower frequency than AC units. In this way, ion recombination is reduced and performance is increased. Airflow may then be reduced for operator comfort without sacrificing much performance. With pulsed DC, it is important to cycle at least two or three times per second to prevent harmful voltage swings on the object being protected.
Steady-state DC Ionizers
Steady-state DC ionizers also employ separate power supplies and emitters, but instead of alternating positive and negative, both supplies are on all the time as the name implies. Unfortunately, there is some degree of ion recombination, however, the ion density is still greater because of the continuous operation of both supplies. The offset or balance voltage at the output will normally be more consistent than pulse units.
Learn More: We have a presentation Comparing AC Ionizer to DC Ionizers.
Which type of ESD ionizer do I use in my application?
There is no “best ionizer technology” for all applications. The application will determine the appropriate type to use. You may want to begin by reviewing the ESD Association advisory document ADV3.2-1995 that covers many of the issues involved in the selection process.
Topics cover:
- Environmental considerations. Does the environment use laminar, turbulent, or no airflow?
- Installation considerations: Distance, power distribution and control.
- Operation: safety considerations, particle emissions, maintenance, and reliability.
Bench Top Ionizers
As workstation space is incredibly valuable, many users prefer the smaller units. Some benchtop ionizers can even be suspended above the bench using a flexible mounting arm. Whatever style is chosen, care should be taken to assure that items normally on the bench would not obstruct the flow of ionized air. A real benefit of benchtop ionizers is the fact that they can easily be moved between workstations. So, if you only have a small EPA with a few users and shared workload, you can save money by moving one ionizer between different benches.
Overhead Ionizers
Overhead ionization was established to solve the problem of items on a workbench blocking the flow of ionized air. Overhead Ionizers have a
unique hanging capability and are suspended about 17 to 24 inch above the bench – either by hanging from chains or by using mounting brackets attached to a shelf or bench. Using this method of ionization makes it very unlikely for
items to block the flow of ionized air to the item being protected. In
addition, the downward airflow is more consistent over the entire bench. To
ensure that adequate air is delivered an overhead ionizer with 2 to 4 fans
should be used. Overhead ionization is ideal for areas where bench space is
limited.
Ion Bars
Ion bars are a type of overhead ionizer that are compact and can be installed in places where typical ionizers will not fit. Ionizing bars are designed to control static charge in mini-environments, laminar flow hoods and workstations. Ionizing bars come in a variety of lengths and with various emitter point materials for use in specific cleanliness controlled environments.
Precision Ionizers
Most companies address ESD, visual imperfections and contamination issues by dislodging charged dust and debris with compressed air ionizers. They use compressed air or nitrogen to neutralize static charges in localized areas – they are a quick “point-and-shoot” option. They are either hand-held guns or may be mounted in a fixed location. The main advantage of this type is that the user has the benefit of a strong air blast (20 to 100 P.S.I.) to help dislodge contamination, while the ionization in the air stream eliminates the static attraction of the particles at the same time. Hand-held air nozzle types will usually have a trigger or push-button to activate the air and ion flow, while the stationary-mounted type is frequently remote controlled with a foot pedal, photo sensor or some other switch closure.
Room Ionization
This type of configuration will typically have multiple emitters just below ceiling height and will rely on some amount of air movement for moving the ions down to bench level. It used to be considered as the most effective way to protect large areas against ESD hazards. However, these days localized workstation ionization is recommended:
- Product sensitivity has become much greater and long decay times of room ionization cannot be tolerated.
- With room ionization, often only a fraction of the ionized area may be ESD sensitive. Localized ionizers bring protection to the areas where it’s needed and performance is often 10 times faster than the ceiling height system.
- Localized ionization moves with the workstation (or to a new workstation) making it much more flexible with changing production line layouts.
What Type Of ESD Ionizer Is Right For Me?
What type of ionizer you choose depends on a lot of different factors. There is no right or wrong – just different options.
A few things you should consider before making any decisions:
Type of operation
Depending on the work your operators are doing, one type/configuration of ionizer may have more benefits then another. For example, if your workspace is limited, an overhead ionizer might be the answer. On the other hand, if there is an issue with debris & dust in your operation, then a compressed air ionizer would be better suited.
Features required
Does your ionizer need to be made of stainless steel? Does it need to use zero-volt technology? Do you need a cost-effective ionizer with built-in emitter point cleaners? Do activities need to be monitored and recorded with some sort of software? Make a list of what is an absolute must and where you can compromise – see next point.
Available budget
Even though this one is the last one in this list, it by no means is the least important factor. Quite contrary, it’s generally one of the main considerations when investing in an ionizer. However, it kind of goes hand in hand with the previous 2 points. So, you may have to make compromises, e.g. on the features, depending on what monies are available…
How Ionization Supports ISO S20.20 ESD Compliance
Air ionization neutralizes static charge on insulated and isolated objects by producing a balanced source of positively and negatively charged ions. Whatever static charge is present on objects in the work environment will be reduced and neutralized by attracting opposite polarity charges from the air. Because it uses only the air that is already present in the work environment, air ionization may be employed even in cleanrooms where chemical sprays and some static dissipative materials are not usable.
Necessary non-conductors (i.e. process-required insulators) in the environment cannot lose their electrostatic charge by attachment to the ground. Ionization systems provide neutralization of charge on these necessary non-conductive items (circuit board materials and some device package are examples of necessary non-conductive items (circuit board materials and some device package are an example of necessary non-conductors). Assessment of the ESD hazard created by electrostatic charge on the necessary non-conductors in
the workplace is required to ensure that appropriate actions are implemented, commensurate with risk to ESDS items.
ESD Ionizer Applications
PCB & Electronic
Assembly
Printed Circuit Board (PCB) & Electronic Assembly
products require protection from the destructive effects of electrostatic
discharge (ESD) and particle contamination which can seriously damage sensitive
electronic components and assemblies. Simco-ION’s extensive line of products
from point of use ionizing air guns to benchtop and overhead ionizing blowers
and compact ionizers that fit inside of tools are designed to protect production
processes such as PCB manufacturing and assembly, surface mount technology,
device programming, medical device manufacturing and testing.
Flat Panel Display Manufacturing
Stringent contamination control standards for Flat Panel
Display (FPD) manufacturing, including in-tool, conveyor and cassette
load/unload applications, often require the use of mini-environments and
complete room ionization systems to isolate sensitive products from ambient
particle contamination during fabrication. Simco-ION’s ionizers are ideal for
FPD manufacturing processes that require fast discharge times for quick moving
glass substrates.
Medical Device Manufacturing
Leveraging our technical expertise in providing ionization
solutions to solve particulate contamination – both sub-visible and visible –
since 1936 in the high tech industries, we have demonstrated how ionization
significantly solves particulate contamination in many global life science
companies.
Front End Semiconductor Manufacturing
Static charge is generated throughout the semiconductor
manufacturing process, caused primarily by the contact and separation of
dissimilar materials. Static charge affects productivity and yield in three
ways. Static charge electrostatically attracts (ESA) particles from the air causing
potential yield loss on wafers and reticles. Electrostatic discharge (ESD) of
voltages cause instant or latent defects on reticles, wafers, or packaged
chips. Electrostatic discharges can also create electromagnetic interference
(EMI), triggering microprocessor lockup and robotic malfunctions that lead to
product flow interruptions and costly tool downtime. Our portfolio of static
charge control solutions addresses all stages of wafer manufacturing and
testing.
Back End Semiconductor Manufacturing
Typical back-end semiconductor applications where ionization
and monitoring solutions improve productivity include the cleanroom area where photolithography, reticle storage and FOUP wash processes. Inside test and assembly tools, ionizers used in combination with ESD event detection and field voltage monitors provide protection against costly ESD damage.
Spray Painting and Refinishing
In the painting industry, electrostatic discharge is a constant challenge in a world where perfection is the only option–and dust and static are a constant. Static attracts dust and unwanted particles, making it very difficult to keep surfaces clean, causing blemishes in paint finishes and other work surfaces. Static can also make it difficult for the paint particles to settle on the surface causing an uneven finish. It’s absolutely essential to eliminate static from the environment–at every stage of spray painting–in order to avoid costly reworking. Learn more about our solutions from a Question and Answer Post from our Blog: How To Eliminate Static In Spray Painting.
ESD Ionizer Maintenance
If an ionizer is out of balance, instead of neutralizing charges, it will produce primarily positive or negative ions. This results in placing an electrostatic charge on items that are not grounded, potentially discharging and causing ESD damage to nearby sensitive items.
It is therefore essential to regularly clean your ionizers and verify they function correctly. Below we have put together a list of tasks you need to perform with your ionizers on a regular basis.
“All ionization devices will require periodic maintenance
for proper operation. Maintenance intervals for ionizers vary widely depending
on the type of ionization equipment and use environment. Critical clean room
uses will generally require more frequent attention. It is important to set-up
a routine schedule for ionizer service. Routine service is typically required
to meet quality audit requirements.” (ESD Handbook TR20.20 section 5.3.6.7
Maintenance / Cleaning)
EIA-625, recommends checking ionizers every 6 months, but
this may not be suitable for many programs particularly since an out-of-balance
may exist for months before it is checked again. ANSI/ESD S20.20 section
6.1.3.1 Compliance Verification Plan Requirement states: “Test equipment shall
be selected to make measurements of appropriate properties of the technical
requirements that are incorporated into the ESD program plan.”
Under normal conditions, an ionizer will attract dirt and
dust (especially on the emitter points). To maintain optimum neutralization
efficiency and operation, cleaning should be performed on a regular basis.
Emitter Cleaning
The emitter points should be cleaned using specific emitter point cleaners or a swab dampened with Isopropyl alcohol. Below are general instructions on how to clean emitter points. However, each unit is slightly different so always refer to the ionizer’s manual.
- Turn the unit OFF and unplug the power cord.
- Open the ionizer to expose the emitter points
- Clean the emitter points using the an emitter
point cleaner or a swab dampened with Isopropyl alcohol. - Re-attach the grill.
- Plug in the power cord and turn the unit ON.
- Verify the performance of the ionizer by using a
charged plate monitor or ionization test kit (see below).
Case Cleaning
Clean the case with a soft cloth and water. If a stronger cleaning solution is required, dab a soft cloth with mixture of isopropyl alcohol and deionized water (70% IPA and 30% DI water).
Verification: How To
Test Ionizers
The performance of a
static eliminator is determined by static elimination speed and ion balance.
Decay Time: Static Elimination
Speed
An Ionizers “Decay Time” is the measurement of the length of
time for a charged object to become neutralized (0 V).
Ion balance
To successfully eliminate surface charge, an air ionizer must provide a balanced delivery of negative and positive ions. An unbalanced ionizer can actually act as a charge source by producing more of one ion than of the other. Virtually no ionizer achieves perfect balance, but an ionizer that discharges objects from potentials of tens of thousands of volts to levels
of a few tens of volts is considered to be adequately balanced. +/-35 volts is the number to look for.
Per ESD TR53 section
5.3.6.7.1 “The best practice is to measure the offset voltage and discharge
times, clean the unit, including emitter points and air filters if present,
offset voltage to zero (if adjustable), and then repeat offset voltage and
discharge time testing. If the unit does not meet offset voltage specifications
or minimum established discharge time limits, further service is indicated.
Manufacturers should provide details on service procedures and typical service
intervals.”
Most companies will assign a number or otherwise identify
each ionizer and setup a Compliance Verification / Maintenance / Calibration
schedule. If the ionizers all test good, the data can justify lengthening the
calibration period. If ionizers require adjustment, the calibration period
should be shortened. Although ESD TR53 does not advise a test frequency,
JESDD625-A (Revision of EIA-625) recommends ionizers be tested semi-annually,
noting to use “S3.1 except the number of measurement points and locations may
be selected based on the application.”
Verification should be performed in accordance with the ESD
Association ionization standard ANSI/ESD STM3.1.
Below are general instructions on how to verify your
ionizer’s offset voltage and discharge time. Always refer to the User Guide
accompanying your Charge Plate Monitor or Ionization Test Kit for proper
operation and setup.
1. Testing Ionizer
Offset Voltage (also referred to as Balance):
The required limit per ANSI/ ESD S20.20 is less than ± 35
volts. Check your ionizer’s operating manual or consult with the ionizer
manufacturer to determine what the offset voltage should be for your ionizer.
Charge Plate Monitor
(CPM)
- Set the CPM to Decay/Offset mode.
- Set the CPM to decay and offset voltage mode
with a starting charge at either + or – 1 KV and a stopping charge at either +
or -100 Volts. - Start the decay/offset test sequence on the CPM.
This will take a few seconds. - Record the decay time, and offset voltage as
displayed on the CPM.
Ionization Test Kit
- After charging the plate of the ionization test
kit, hold the field meter approximately one foot (30.5 cm) away from the
ionizer. - Monitor the display of the meter to see how
quickly the 1.1 kV charge is dissipated to 0.1 kV. - The speed at which this occurs (the discharge
time) indicates how well the ionizer is operating. - Repeat this procedure for both a positively and
a negatively charged plate.
Some ionizers offer adjustment options (e.g. trim pots)
which allow modification of the offset voltage.
However, if your ionizer is out of balance (and cannot be
adjusted) or if the discharge time is out of specification, the ionizer will
require service/repair by an authorized company.
Can You use Air Humidification Instead of ESD Ionization?
Humidity has a direct connection to static and ESD. A lower relative humidity level, like in the weather in winter months, increases charge generation because the environment is drier. This will result in more ESD events which can potentially damage sensitive components. Some manufactures may choose to increase air humidification with industrial humidifiers, which can help reduce the number of ESD events. Humidifiers, just like ionizers, make the air more conductive which reduces static. But there are other factors (e.g. moisture sensitivity of components, costs, and worker comfort) that need to be considered.
The optimal way to protect sensitive components from ESD damage is by having proper ESD control measures in place such as grounding personnel and using ESD ionizers. We know how humidity level effects static. So how does humidity levels effect ionizers?
How Does Humidity Effect ESD Ionization?
As with most industrial products, ionizers have an optimal range of operating conditions. Our BFN801 for example, has a relative humidity range of 20-60%, non-condensing. The ionizer will work best within that range. Ionizer can work outside that range but their performance may suffer.
Low Humidity and ESD Ionizers.
Ionizers can work in very low humidity, but decay times suffer. Ionizers require some moisture in the air to create ions. Ionizers produce less ions in low humidity conditions, which results in slightly slower static removal. But in most general use applications, the ionizers performance will still be satisfactory.
High Humidity and ESD Ionizers.
High Humidity, on the other hand, can be a problem. Most ionizers use an electrical current to create the static removing ions and electricity and water do not mix. If the environment’s humidity is very high, that electrical current could jump from the ionizer by using the moisture in the air as a conductive path. This can cause electrical failures, damage to the ionizer and adjacent objects, or worse. It is best to avoid using electrical ionizers in an environment with moisture of any kind. An alternative device, Alpha Ionizers, do not use electricity and can be used instead. Always check the ionizers RH range and evaluate your environment before operating the ionizer.
Out-of-Balance ESD Ionizers
If an ionizer is “out of balance”, it means that is producing an excess of one polarity of ions (this is also referred to as “offset” or more positive than negative ions or vice versa). Instead of neutralizing charges, an out of balance onizer can actually cause an item to become charged, potentially discharging and causing ESD damage to nearby sensitive items.
It is very important to create a regular testing and maintenance schedule to check for these issues. When an ionizer is out of balance, the first step is to check and clean the emitter points and filters using appropriate tools. This will extend the lifespan of your ionizers tremendously. Other factors may be electrical failures which requires consulting the manufacturer. “Maintenance intervals for ionizers vary widely depending on the type of ionization equipment and use environment.” [ESD TR20.20 Handbook Ionization clause 15.8 Maintenance / Cleaning]
Ionizers using AC technology are more likely to maintain balance . In AC, like the Transforming Technologies Ptec & BFN Ionizers, the same emitter point alternates between releasing positive and negative ions. This means they inherently have a voltage balance. This is because if an emitter gets dirty and isn’t functioning, the other emitters are still alternating between positive and negative ions. This also means that the ions are closer together which makes it more likely for them to recombine. Read more about AC ionizer technology vs DC ionizer technology. If balance is very important to your application, Alpha Ionizers are naturally balanced. Learn more here.

Ionizers remove static from items that cannot be grounded. They are typically used in electronics manufacturing to protect components from ESD damage.

In manufacturing/production applications, static can cause a variety of problems such as process issues, contamination, product defects and even failures. Humans can feel a static charge that is greater than 3,000v, but trouble in can occur with charges as little as 100v.
